98彩票
苏迈特智能科技江苏有限公司
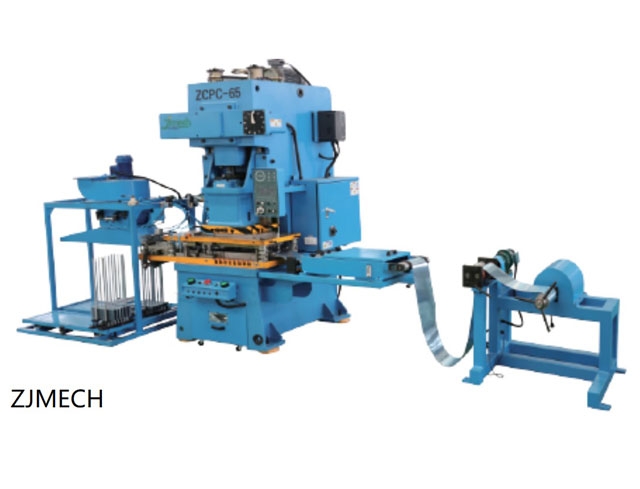
公司主营产品:开式、闭式高速翅片冲压生产线,盘管校直切割机等
服务咨询热线
151-5131-3887
183-2132-3903
98彩票
苏迈特智能科技江苏有限公司
公司主营产品:开式、闭式高速翅片冲压生产线,盘管校直切割机等
服务咨询热线
151-5131-3887
183-2132-3903

电 话:0513-88320190
98彩票手 机:15151313887
98彩票邮 箱:sale@zjmech-china.com
98彩票地 址:江苏省南通市海安国家级开发区
网 址:yxxycf.com
液压胀管机在装配之前应进行逐根复查,并符合下列要求:
1. 胀接管子外表不得有重皮、裂纹、压扁等缺陷,胀接管端不得有刻痕,如有横向刻痕、麻点等缺陷时,缺陷深度不得超过管子公称壁厚的10%。
2. 胀接管段的外径和壁厚偏差应符合GB3087的规定。
3. 胀接管子的制造偏差应符合JB/T1611的规定。
4. 胀接管段的端面倾斜度应不大于管子公称外径的1.5%,且不得超过1mm。
5. 胀接管子材料宜选用低于管板硬度的材料,若管端硬度大于管板硬度时,应进行退火处理。
6. 胀接前,应清除管端和管孔的表面油污,并打磨至发出金属光泽,管端的打磨长度不应小于管孔壁厚加50mm。打磨后管壁厚度不得小于公称壁厚的90%,且不应有起皮、凹痕、裂纹的纵向刻痕等缺陷。
7. 胀接管端与管孔壁的组合,应根据管孔直径与打磨后的管端外径的实测数据进行匹配;胀接管端的最小外径不得小于表1-1的规定,胀接管孔与管端的间隙不得大于表1-2的规定。