98彩票
苏迈特智能科技江苏有限公司
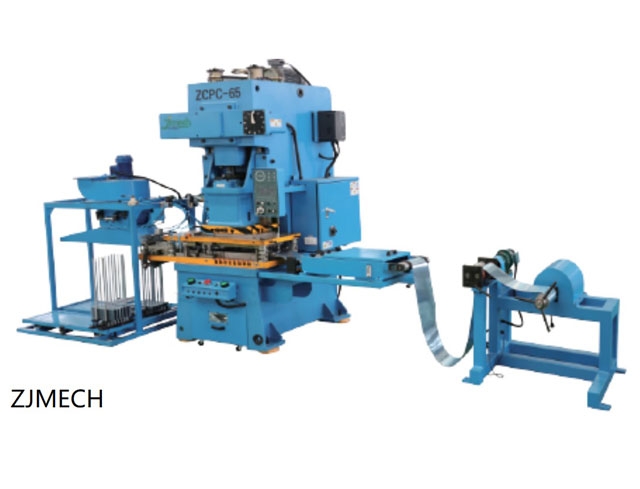
公司主营产品:开式、闭式高速翅片冲压生产线,盘管校直切割机等
服务咨询热线
151-5131-3887
183-2132-3903
98彩票
苏迈特智能科技江苏有限公司
公司主营产品:开式、闭式高速翅片冲压生产线,盘管校直切割机等
服务咨询热线
151-5131-3887
183-2132-3903

电 话:0513-88320190
98彩票手 机:15151313887
98彩票邮 箱:sale@zjmech-china.com
地 址:江苏省南通市海安国家级开发区
网 址:yxxycf.com
1、工件程序的编辑与输入
加工前应首先分析和编制工件的加仁工艺和加工程序,如果工件的加工程序较长或复杂时、就不要在上编程,而采用编程机或计算机编程,然后通过软盘或通信接口备份到数控冲床的数控系统中。这样可以避免占用机时,增加加工的辅助时间。
2、开机
一般是先开主电源, 这样数控冲床就具备了开机条件, 启动一个带钥匙按钮数控系统和数控冲床同时都上电,数控冲床系统的CRT上显示出信息,同时检查数控冲床的液压,气动、各进蛤轴及其他辅助设备的连接状态。
3、加工程序的输入调用
根据程序的介质,可以用磁带机、编程机或串口通信输入,若是简单程序可直接采用键盘在数控冲床控制面板上输入,或在MDI的方式下逐段输入遥段加工。在加工前还必须输入加丁程序中的丁件原点、参数、偏置量、各种补偿值。
4、工件的安装与找正
对要加工的下件进行安装找正,建立基准。方式采用手动增量移动,连续移动或手摇轮移动数控冲床。将起刀点对到程序的起始处,并对好刀具的基准。